به بیانی دیگر، ماشینکاری تخلیه الکتریکی نوعی فرآیند تولید محسوب میشود که مواد را با استفاده از الکترود از مواد رسانا حذف میکند.
میتوان گفت این فرآیند مشابه فشار دادن فرم به داخل مواد نرم، روی قطعه کار توسط الکترود اثر منفی به جای میگذارد.
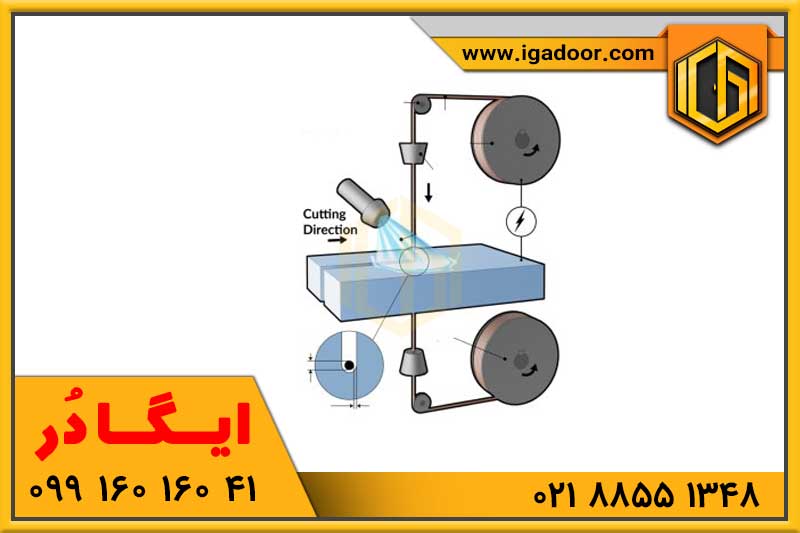
روند فیزیکی: در شکاف کوچک مابین قطعه کار و الکترود، تخلیه رخ میدهد.
در نتیجه مواد از طریق بخار یا ذوب شدن از بین میرود. اجرای این فرآیند نیازمند آن است که الکترود و قطعه کار در مایع دی الکتریک غوطه ور شوند. لذا میتوان گفت این روند پیچیدگی بیشتری دارد.